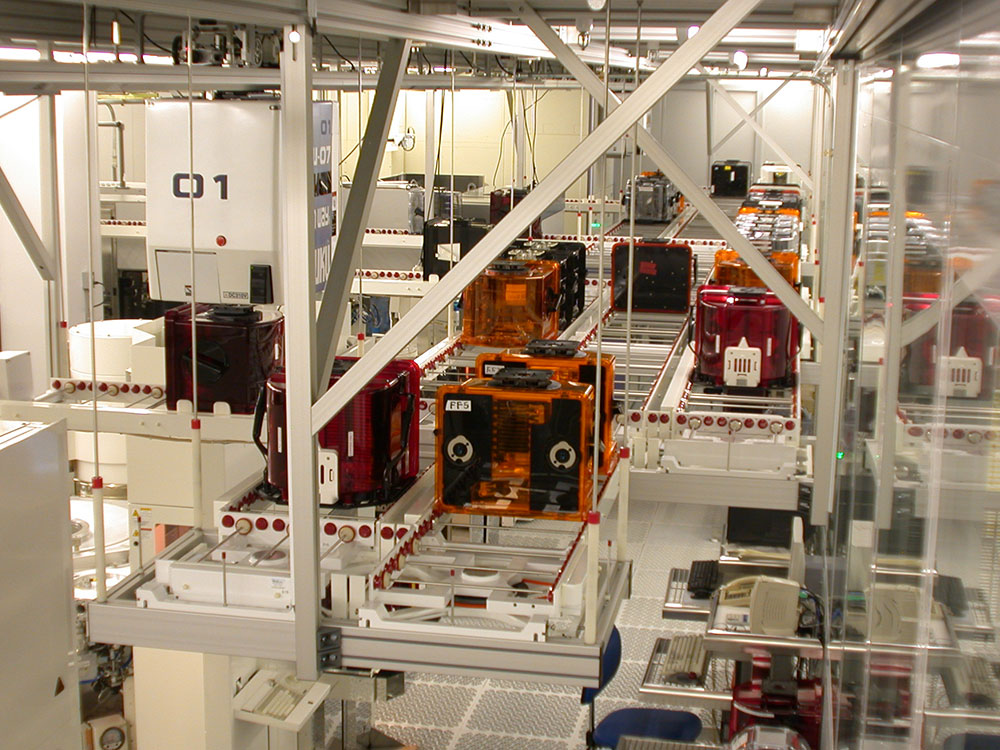
When most people think of a conveyor system, they picture a mechanical device that simply moves items from point A to point B.
In advanced manufacturing, however, a conveyor system is far more than that – it’s the operational backbone of the factory, controlling the pace, throughput, cycle time, precision, reliability and variability of every process step it connects.
In semiconductors, microelectronics, pharmaceuticals, biotech, and clean manufacturing, conveyors are not just components; they are enablers of yield, traceability, and uptime.
Middlesex conveyor systems are engineered to boost productivity, reduce variability, and ensure the highest quality of the final product.
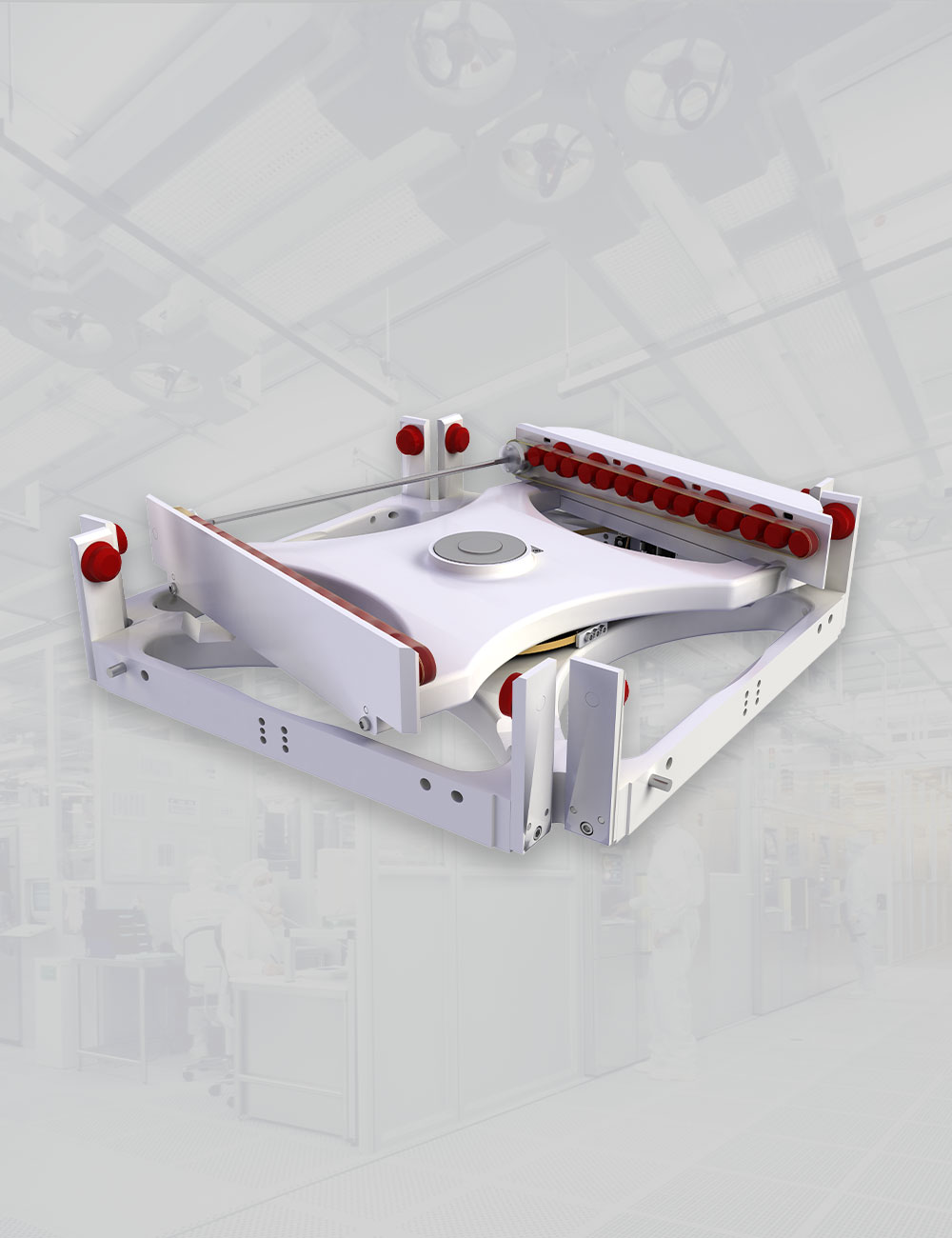
With decades of experience in ISO-critical environments, Middlesex has developed a patented conveyor architecture that outperforms conventional roller-based or OHT-only systems in every dimension: speed, cleanliness, and control.
Extreme cleanliness and micro-contamination control
Extreme cleanliness and micro-contamination control

Regulatory compliance and validated traceability

Efficiency in small-batch and high-mix workflows
Middlesex conveyor systems are engineered to boost productivity, reduce variability, and ensure the highest quality of the final product. With decades of experience in ISO-critical environments, Middlesex has developed a patented conveyor architecture that outperforms conventional roller-based or OHT-only systems in every dimension: speed, cleanliness, and control.

Smooth, uninterrupted motion eliminates bottlenecks and increases line density. High-speed, high-acceleration motion enables optimized flow and reduced waiting times across process tools.

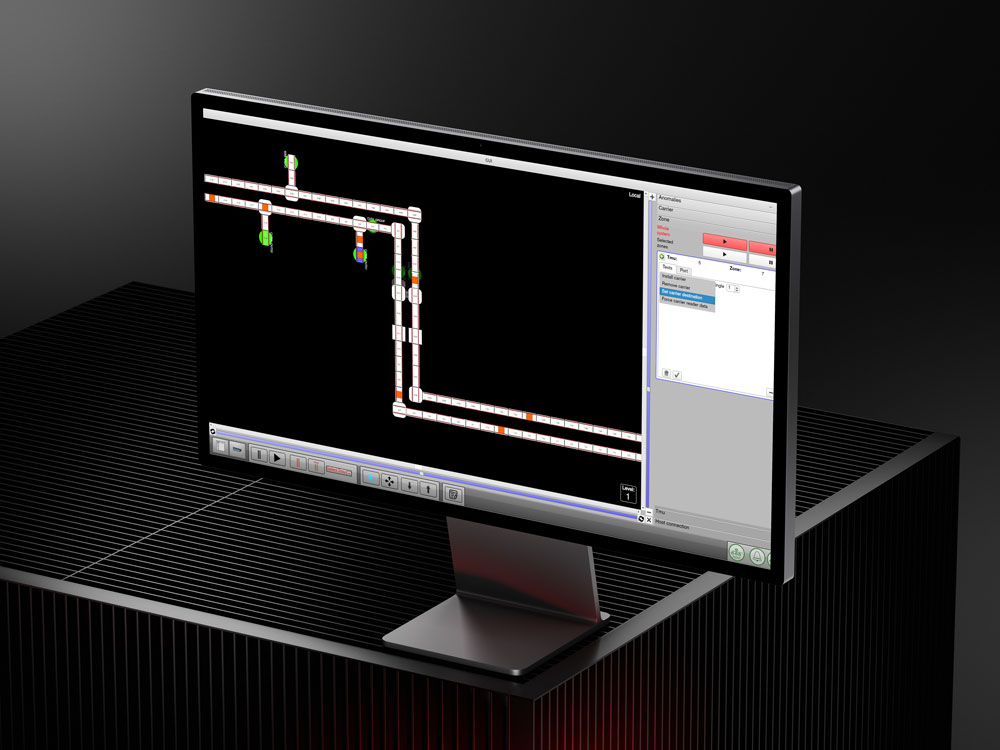
The Middlesex Control Software distributes logic across TMUs (Transfer Management Units) and Dispatch Controllers, enabling: Autonomous control of each conveyor segment, Instant adaptation to layout or process changes and Zero recompilation for system modifications. This distributed architecture ensures fault tolerance, redundancy and maximum uptime even in large-scale FABs or production facilities.

Contamination is the enemy of yield.
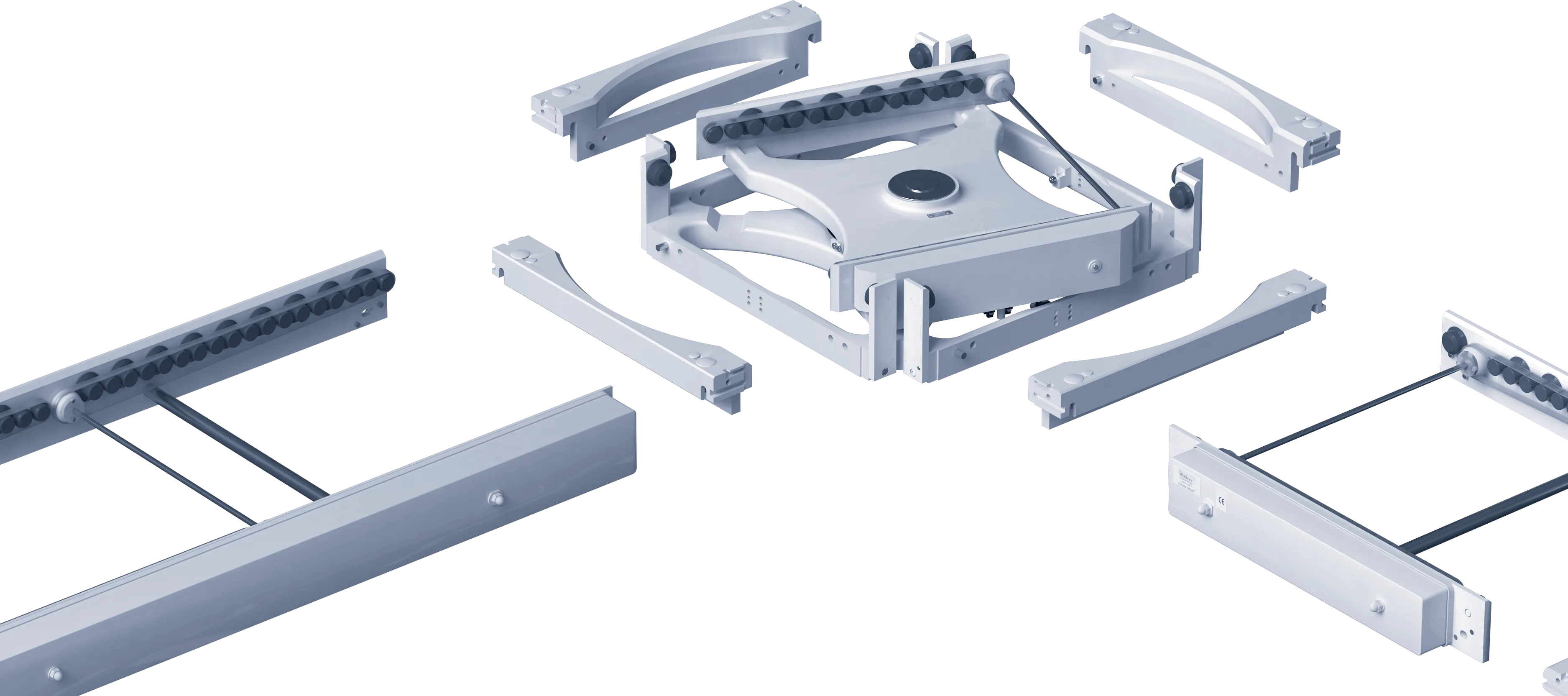
Middlesex conveyors use non-particle-generating materials, enclosed drive mechanics, and belt- based motion - never rollers - to ensure compliance with ISO 3 standards. Ideal for semiconductor 200mm and 300mm FABs, pharma cleanrooms, and sterile production zones.

Each conveyor segment operates intelligently, buffering carriers dynamically based on priority, destination, and tool status. The Dynamic Tool Buffer (DTB) replaces traditional stockers, providing cost-efficient local storage and real-time optimization.

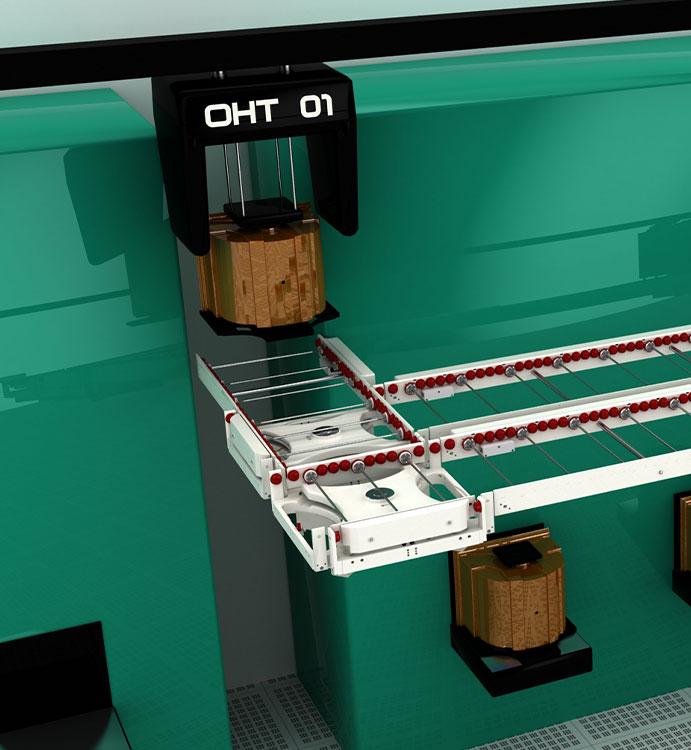
Middlesex holds exclusive international patents for Hybrid AMHS integration, uniting conveyors and OHT in one seamless transport layer. This Hybrid AMHS System, patented in the US, Germany, Taiwan, China, and South Korea, enables mixed-mode transport with major advantages in scalability, variability, control, and uptime.

Our control software ensures full FOUP or carrier traceability through sensor logic - no RFID required. A multi-level redundant architecture achieves uptime as high as 99.999%, with instant recovery after a fault, without restarting the system. System power failures are automatically recovered without interaction with existing carriers.

A well-engineered conveyor is more than a transport line - it’s a strategic investment in production stability.
By improving flow efficiency, reducing handling errors, and ensuring process continuity, conveyor systems directly increase throughput, yield, and ROI.
Middlesex systems are designed not just to move materials - but to move production forward.
Contact us today to receive a personalized assessment and discover how our patented conveyor systems can make your operations cleaner, faster, and more reliable.